 English
English 中文简体
中文简体 русский
русский
感谢您对我们公司的关注和支持。我们期待着共同努力,创造更美好的未来。
感谢您对我们公司的关注和支持。我们期待着共同努力,创造更美好的未来。
我们深感荣幸能向您展示我们公司在模具加工领域的实力。作为行业内先进的模具制造商,我们致力于提供高精度的模具产品,以满足客户的多样化需求。我们的月模具加工能力约为50套。

凭借先进的设备、专业的团队和严格的质量管理体系,我司在模具加工领域取得了显著成就。我们与众多知名企业建立了长期稳定的合作关系,为他们提供模具产品和技术支持。我们坚信,凭借我们的实力和经验,我们可以为您提供满意的产品和服务。







在模具加工过程中,我们配备了先进的检测设备-坐标测量机,以满足内部质量控制和精度保证。它可以测量模具的各种尺寸参数,确保其准确性和稳定性。同时,我们有专门的模具检验部门,负责对模具进行细致的检验,确保每一道工序都符合严格的质量标准。

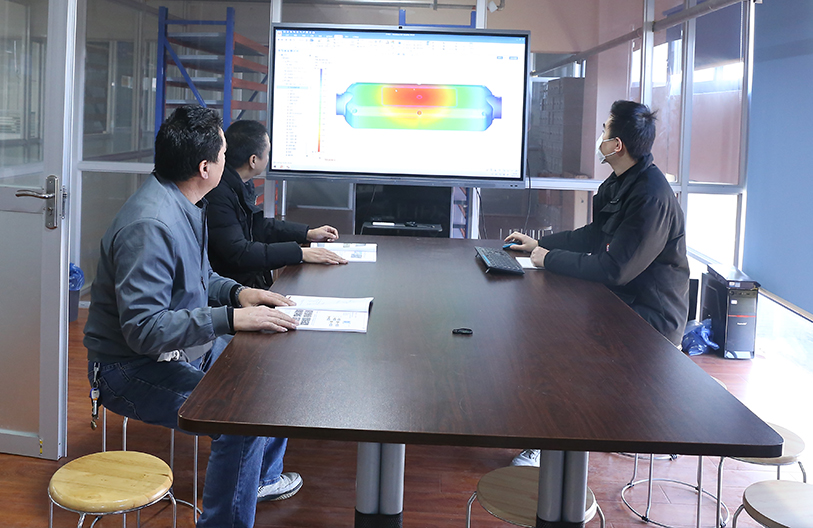
我们拥有专业的设计软件和用于模具设计的模具流动分析系统。通过模具流动分析,我们可以预测模具在成型过程中的流动,优化模具结构,提高产品的质量和生产效率。这项技术的应用使我们在模具设计领域具有更强的竞争力。
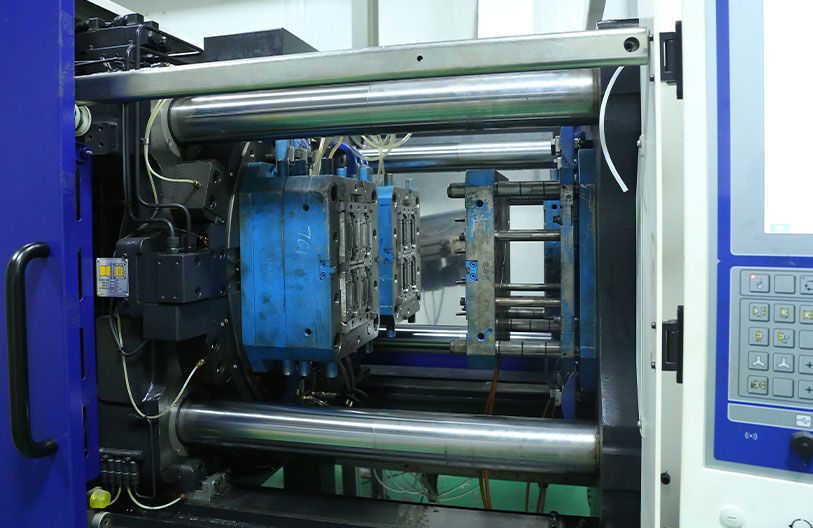
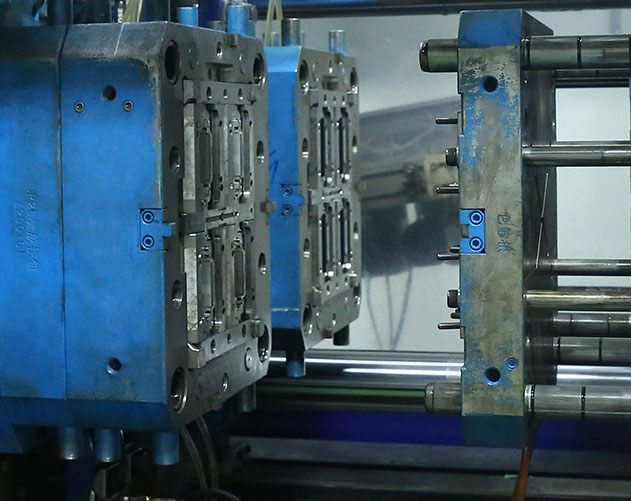
我们公司拥有一系列先进的加工设备,包括7台自动磨床、5台精密雕刻机、5台镜面脉冲机、8台电脉冲机和15台快速线切割机。这些设备具有高效率和高精度的加工能力,能够满足各种复杂模具的加工需求。我们注重设备的维护和更新,确保设备始终处于良好状态,为客户提供可靠的模具产品。

电火花线切割(WEDM)与电火花加工(EDM)在基本原理上是相同的,它们都采用电火花加工来去除材料,但根据不同的应用需求,会采用不同的电火花加工工艺。
电火花线切割技术具有更大的自由度、更好的参数可调性、轴控制能力,并且能够使用同一种工具(即线)加工不同形状的工件。相比之下,传统的电火花加工依赖于不同形状的工具,这些工具的运动范围有限,并且在加工锥形设计和复杂形状时速度较慢。
电极:传统的电火花加工使用钻石形、圆形、圆柱形或圆盘形的工具电极。电极沿三个轴移动,与工件接触时产生火花并去除材料;电火花线切割则使用细线作为电极,电极和工件都浸没在介电液中,介电液引导火花并清除碎屑。
精度:传统的电火花加工精度不如电火花线切割。这主要是因为圆盘形或钻石形电极是在数控机床上制造的,这限制了它们的精度以及工具的精度。
电火花线切割的线径可以小于0.002毫米,这使得它在精度上具有优势。

电脉冲是一种利用放电原理进行材料加工的设备,广泛应用于复杂零件的制造。它通过火花放电实现材料的精细切割和成型,以满足高精度加工的要求。本文将详细介绍电脉冲的结构和操作步骤,为您提供各方面的了解。
CNC脉冲机计划有两种类型的侧面维修程序。对于具有清晰边角的矩形,使用平底边修复程序,对于圆形或多曲面椭圆,使用平底圆边修复程序。在CNC脉冲机的侧修过程中,电极作为一个单点移动并进给到工件上。此时,东西电极从中心向外、从上到下移动,并由CNC主动控制,即三轴联动。这种数控脉冲机的运动方法具有不易积碳、排屑和排气简单、不形成电弧、生产率高等优点。数控脉冲机对分体式腔体的X轴横向加工具有较高的合模精度,其生产率与Z轴向下加工相当,提高了很多。
CNC脉冲机在电子控制部分也进行了特殊改进。当发现电弧或假短路时,阻断脉冲电源,停止向腔体供电。电极温度不会继续升高,因此会降低着火的可能性。
数控脉冲机在高压击穿后选择了良好的低压脉冲方式,脉冲宽度平坦。实践证明,这种脉冲法进一步降低了电极损耗。
在实际性能方面,数控脉冲机比传统电脉冲机给用户更好的体验,效率更高。数控脉冲机更智能,可以节省劳动力。正是数控脉冲机的这些特点,使该产品受到更多用户的青睐。

CNC是“数控加工”的缩写,CNC加工是一种通过编程计算机指导设备和工具操作的制造过程。该工艺可以控制各种复杂的机械,如数控铣床、数控车床、数控激光机、喷水机、电火花加工机(EDM),完成三维切割任务。
激活CNC系统后,产品文件将被编程到软件中,并分配给相应的工具和机械。这些工具和机械将执行指定的切割任务。CNC加工过程包括以下阶段:
- 设计CAD模型
- 将CAD文件转换为CNC程序
- 准备CNC和工具
- CNC加工操作
CNC铣削:使用多点旋转工具从工件上去除材料。基本铣床由三轴系统(X、Y和Z)组成,这仍然是流行和广泛使用的加工工艺之一。在三轴加工中,工件保持固定,旋转刀具沿x、y和z轴切割。同时,大多数较新的铣床可以容纳两个额外的轴,4轴数控加工和5轴数控加工具有更高的通用性,通常用于生产高精度零件。
CNC车削:使用单点切削刀具从旋转工件上去除材料。在CNC车削中,CNC机床(通常是车床或车削机床)沿旋转工件的表面以线性运动方式进给切削刀具,去除圆周周围的材料,直到达到所需的直径。大多数数控车床由两个轴组成,X轴和Z轴。
版权所有 © 浙江华腾电子有限公司
